
Hot barÖC╣ż╦ć│ŻęŖå¢Ņ}-ÅVų▌╦{─▄ļŖūė┐Ų╝╝
Ž┬łD╩ŪPCB&FPC║ĖÕaįOėŗĄ─ģó┐╝öĄō■Ż¼╦³Š▀¾wĄ─├Ķ╩÷┴╦├}ø_¤ßē║ÖC║ĖÕa╣ż╦ć│ŻęŖ7ĘNå¢Ņ}Ż╗«öā╔ę²─_pitch<0.8mmĢrĮ©ūh╩╣ė├ACF╣ż╦ć║ĖĮėŻ╗ÅVų▌╦{─▄ļŖūė www.cn-ln.netŻ¼ūŅīŻśIĄ─Hot barÖCŻ©├}ø_¤ßē║ÖCŻ®ųŲįņ╔╠

ę╗Īó ę²─_Ż©Į╩ųųĖŻ®ųąą─ŠÓ┼cķgŽČ▀xō±Ī¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}ę╗

1Īóę╗░ŃŪķørŽ┬Ż¼ė├ė┌║ĖÕa╣ż╦ćĄ─ā╔╬’┴Žę²─_ųąą─ŠÓŻ©pitchŻ®ę¬Ī▌1.0mmŻ¼ę“×ķ┤¾ķgŠÓ┐╔▒ŻūC«aŲĘ▓╗ęūę“ÕaŪ“įņ│╔Č╠┬ĘĪŻ
╚ńę“«aŲĘ┐šķg▓╗ūŃŻ¼pitchę▓┐╔▀xō±į┌1.0mmęįŽ┬Ż¼Ą½▓╗─▄<0.8mmŻ¼┤╦ŪķørŽ┬▓╔ė├║ĖÕa╣ż╦ć═∙═∙Ģ■ĮĄĄ═┴╝ŲĘ┬╩Ż¼╚ń╣¹ę¬▒ŻūC▌^Ė▀┴╝ŲĘ┬╩Ż¼▒žĒÜī”ę²─_įOėŗ╝░║ĖÕa┴┐Ą─▀xō±ėąūŃē“Ą─Įø“×ĪŻÅVų▌╦{─▄ļŖūė www.cn-ln.netŻ¼ūŅīŻśIĄ─Hot barÖCŻ©├}ø_¤ßē║ÖCŻ®ųŲįņ╔╠
2ĪóĮ╩ųųĖų«ķgĄ─ķgŽČę╗░ŃĪ▌0.5mmŻ¼╝s×ķę²─_ųąą─ŠÓŻ©pitchŻ®Ą─Č■Ęųų«ę╗Ż╗PCBĮ╩ųųĖĄ─ķLČ╚ę╗░Ń×ķ2~4mm

Č■Īóę²─_┐╔║ĖĮėķLČ╚Ż©╝┤ē║Įė├µīÆČ╚Ż®Ī¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}Č■

1Īóę²─_Ą─║ĖĮėķLČ╠ĻPŽĄĄĮ«aŲĘē║Įė║¾└╬╣╠ąįŻ¼└ĒŽļķLČ╚×ķ1~3mmĪŻ
2ĪóFPC╔ŽĮ╩ųųĖķLČ╚▒╚PCB╔ŽĮ╩ųųĖķLČ╚ę╗░ŃČ╠0.5~1mm
3Īó«ö║ĖĮėę²─_ķLČ╚▌^ąĪĢrŻ¼«aŲĘē║Įė├µŽÓæ¬ę▓▌^ąĪŻ¼ęūįņ│╔ē║Ņ^£žČ╚▌^ļyé„ĄĮ║ĖÕa╔Žę²Ų╝┘║ĖŻ╗ŪęŽÓæ¬Ą─ē║Ņ^ē║Įė├µĘeę▓Ģ■║▄ąĪŻ¼ę“┤╦ē║Ņ^Ž┬ē║Ģr«a╔·Ą─æ¬┴”▌^×ķ╝»ųąŻ¼╚ńŪąĄČę╗░ŃŽ┬ē║Ż¼Ė³ęūē║鹫aŲĘĮ╩ųųĖĪŻ┴Ē═ŌŻ¼╝┤╩╣║Ė║├┴╦Ą─«aŲĘę“ē║Įė├µ▌^ąĪŻ¼ę▓ė░Ēæ┴╦║ĖĮėäāļxÅŖČ╚ĪŻ
4Īó“×ūCäāļxÅŖČ╚╩Ūʱ║Ž▀mĄ─║åå╬ĘĮĘ©Ż║─├ę╗Ų¼ē║Įė║├Ą─«aŲĘŻ¼ū¾╩ų░┤ūĪPCBŻ¼ėę╩ųŽÓī”┤╣ų▒PCBĄ─ĘĮŽ“Ż¼Š∙┴”╔Ž└ŁFPCĪŻ╚ń╣¹FPC╔ŽĄ─Į╩ųųĖ═Ļ╚½╗“▓┐Ęų├ō┬õŻ¼┴¶į┌PCBē║Įė╬╗Ż¼šf├„«aŲĘäāļxÅŖČ╚š²║Ž▀mŻ╗╚ń╣¹FPC╔ŽĮ╩ųųĖ╬┤├ō┬õŻ¼šf├„ąĶšęįŁę“(╚ńē║Įė£žČ╚▓╗ē“Ą╚)ŻĪÅVų▌╦{─▄ļŖūė www.cn-ln.netŻ¼ūŅīŻśIĄ─Hot barÖCŻ©├}ø_¤ßē║ÖCŻ®ųŲįņ╔╠

ÅVų▌╦{─▄ļŖūė www.cn-ln.net ūŅīŻśIĄ─├}ø_¤ßē║ÖCųŲįņ╔╠
╚²Īóā╔╬’┴ŽĮ╩ųųĖīÆČ╚┤¾ąĪ┼cķ_┐ūę¬Ū¾

1Īóę╗░Ń╔ŽīėĮ╩ųųĖīÆČ╚<=Ž┬īėĮ╩ųųĖīÆČ╚Ż¼ę▓┐╔ęį▀xŽÓ═¼īÆČ╚ĪŻ
2Īó╚ńFPCĄ─ę²─_╔Žėąķ_┐ūĄ─įÆŻ¼┐ū╬╗įOėŗæ¬į┌ē║Įė▓┐╬╗ĘČć·ų«ā╚ĪŻķ_┐ūų▒ÅĮØę╗░Ń×ķ<=1/2Į╩ųųĖīÆĪŻ
3Īóį┌FPCĄ─ę²─_╔Žėąķ_┐ūŻ¼ų„ę¬╩ŪĘĮ▒Ńė^▓ņ║ĖĮėą¦╣¹Ż¼ę╗░Ńį┌┐ūų▄ć·ėąę╗╚”ęńÕaŻ¼šf├„║ĖĮėą¦╣¹▌^║├ŻĪė╔ė┌╬ęéāĄ─ē║Ņ^Ž┬ē║ĢrŻ¼╩«ĘųŲĮš¹Ż¼▓óėąę╗Č©ē║┴”ē║Šo«aŲĘŻ¼╦∙ęįę¬Ū¾▀^┐ū═Ļ╚½═ĖÕa╩Ū▓╗┐╔─▄Ą─Ż¼ę╗░Ń═ĖÕa┴┐▌^┤¾šf├„ē║Ņ^ŲĮš¹Č╚▓╗┴╝╗“ėą┌E╬’Ż¼ąĶ꬚{įć╗“ŪÕØŹŻĪ

╦─Īóī”ėąõüŃ~╝░ęū╔ó¤ßę²─_Ą─╠Ä└ĒĪ¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}╦─

1Īóī”ėąõüŃ~Ą─ę²│÷ŠĆꬎ╚ė├▌^╝ÜĄ─ū▀ŠĆ▓╝│÷į┘ĮėõüŃ~Ż¼▒▄├ŌõüŃ~╔ó¤ßįņ│╔õüŃ~─_╝┘║Ė▓╗┴╝
2Ī󥞊ĆŃ~▓ŁŻ║æ¬▓╔ė├╝ÜŅiįOėŗŻ¼▒▄├ŌĄžŠĆŃ~▓Ł╔ó¤ß▀^┐ņŻ¼╝ÜŅiūŅ║├ąĪė┌Į╩ųųĖīÆŻ¼ąĶę²│÷1~2mmķL║¾į┘Įė╚ļ┤¾ēKŃ~▓ŁĪŻÅVų▌╦{─▄ļŖūė www.cn-ln.netŻ¼ūŅīŻśIĄ─Hot barÖCŻ©├}ø_¤ßē║ÖCŻ®ųŲįņ╔╠
ÅVų▌╦{─▄ļŖūė www.cn-ln.net ūŅīŻśIĄ─├}ø_¤ßē║ÖCųŲįņ╔╠
╬ÕĪóī”Č©╬╗Š½Č╚Ą─╠Ä└ĒĪ¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}╬Õ
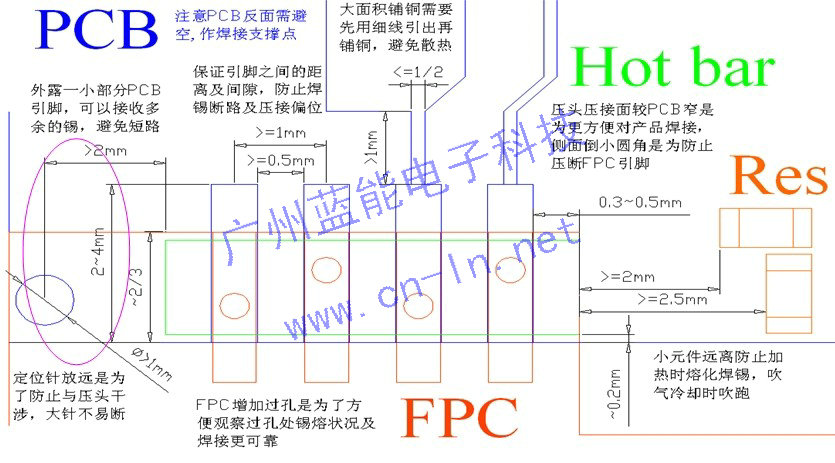
1Īó«öPitchķgŠÓ▌^┤¾ĢrŻ©>=1.0mmŻ®Ż¼┐╔┐╝æ]▀xō±ė├Č©╬╗ßś▀Mąąī”ā╔╬’┴Žī”╬╗ĪŻķ_Č©╬╗┐ūĢr▀xō±ŽÓ═¼┤¾ąĪ╗“Ž┬īė┐ū▌^╔Žīė┐ū┤¾ę╗ą®ĪŻ┤╦ĘĮĘ©┐╔╠ßĖ▀«a─▄╝░ĮĄĄ═╔·«a│╔▒ŠĪŻ
2ĪóČ©╬╗ßśĄ─ų▒ÅĮę╗░Ń▀x1.5mmŻ¼╬╗ų├į┌FPCĮ╩ųųĖĄ─Ž┬ĘĮā╔é╚Ż¼╚ń╣¹Č©╬╗┐ūį┌Į╩ųųĖĄ─ā╔é╚Ż¼ätę¬ūóęŌ┐ū┼cē║Ņ^Ą─ķgŠÓŻ¼ę╗░Ń┤¾ė┌2mm
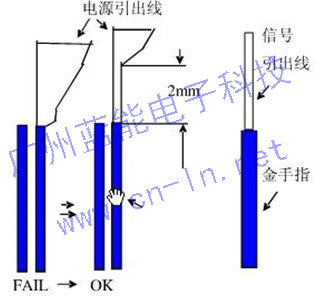
┴∙Īóī”ę²─_┼į▀ģ╝░Ę┤├µį¬╝■Ą─įOėŗĪ¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}┴∙
1Īó═©│ŻŠÓē║Įė├µ2mmų«ā╚▓╗į╩įSėąŲõ╦³į¬Ų„╝■Ż¼ęį▒▄├Ō¤ßē║║ĖĮėĢr╚█╗»▌^Į³ąĪį¬╝■Ą─║ĖÕa,į┌ē║Ņ^’L└õ┤ĄÜŌĢr┤Ą’w▀@ą®ąĪį¬╝■ĪŻ╚ń╣¹┐šķg▓╗į╩įSŻ¼ąĪį¬╝■┐╔ęį╩┬Ž╚³c╝t─z╠Ä└ĒĪŻ
2Īó═©│ŻąĶē║Įė▓┐ĘųĘ┤├µ▓╗Ę┼ų├į¬╝■╗“▒M┐╔─▄╔┘Ę┼į¬╝■Ż¼ų„ę¬╩Ū«aŲĘē║ĮėĢrĄū▓┐ąĶę¬ų¦ō╬├µ,▒▄├Ō¤ßē║Ģr«aŲĘē║ÅØūāą╬Ż¼ī”▌^▒ĪČÓīėPCBė░ĒæĖ³┤¾ĪŻĮ╩ųųĖūāą╬└ŁķLęūöÓŻĪÅVų▌╦{─▄ļŖūė www.cn-ln.netŻ¼ūŅīŻśIĄ─Hot barÖCŻ©├}ø_¤ßē║ÖCŻ®ųŲįņ╔╠

ÅVų▌╦{─▄ļŖūė www.cn-ln.net ūŅīŻśIĄ─├}ø_¤ßē║ÖCųŲįņ╔╠
Ų▀ĪóÕaĖÓ┴┐▀xō±╝░õōŠWįOėŗĪ¬Ī¬├}ø_¤ßē║ÖC╣ż╦ćå¢Ņ}Ų▀
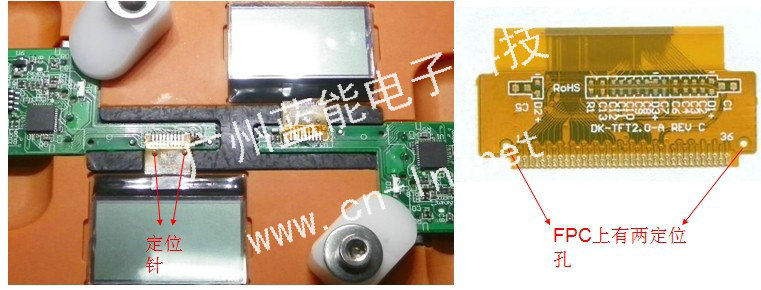
1Īóį┌ÕaĖÓ┴┐▀xō±ĘĮ├µ┐╔Å─ā╔ĘĮ├µ╚ź┐žųŲŻ©Õa╔┘Ģ■ėą║ĖĮė▓╗└╬╣╠¼FŽ¾Ż¼ÕaČÓęūįņ│╔▀BÕaČ╠┬Ę)Ż¼į┌PCB╔Ž╦óÕaĖÓ╗“▀xō±ćŖÕa╣ż╦ćŻ¼Õa┴┐╝s0.03~0.1mm║±
2ĪóĖ∙ō■«aŲĘ╝░įOėŗ▀xō±║Ž▀mÕa┴┐Ż¼┐╔┐žųŲõōŠWķ_┐ū┤¾ąĪŽ▐ųŲÕaĖÓ┴┐
