

������Q���_�����S�rСϼģ������˾
ϵ�ˣ�ꐿ�����
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺422569987@qq.com
ϵ��ַ���㽭�S�r���ǹ��I�^18857609316
�]����318020
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
���֗���ע��ģ�ӹ��S
�бPģ��
��ܰ��ʾ������r��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100��
Сϼģ���Џ����OӋ�Fɽ��ܣ��ṩ��Ʒ�����ߣ����S�D�������S�D�������Ԉ�r�_ģ���gӭ������ԃ��r��

|
��̖�� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM�˜ʣ�HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y�� |
������/������ |
|
�OӋܛ���� |
UG; PROE; CAD |
|
���ϲ��|�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
�����aƷ�OӋ |
|
ģ�������� |
�����aƷ�OӋ |
|
��Ʒ�� |
�����aƷ�OӋ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |







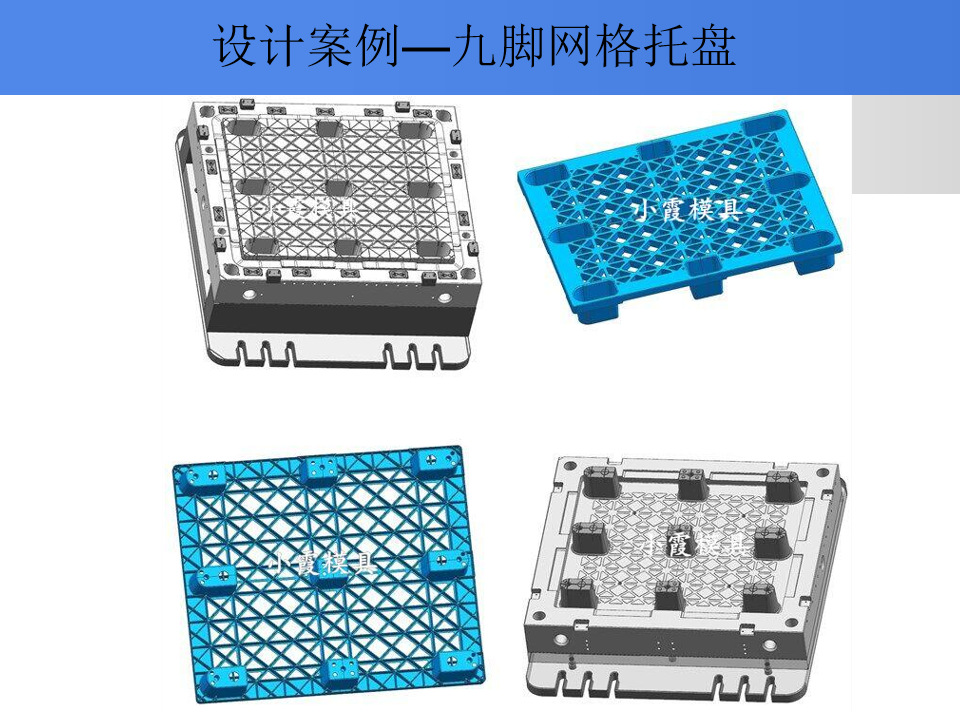
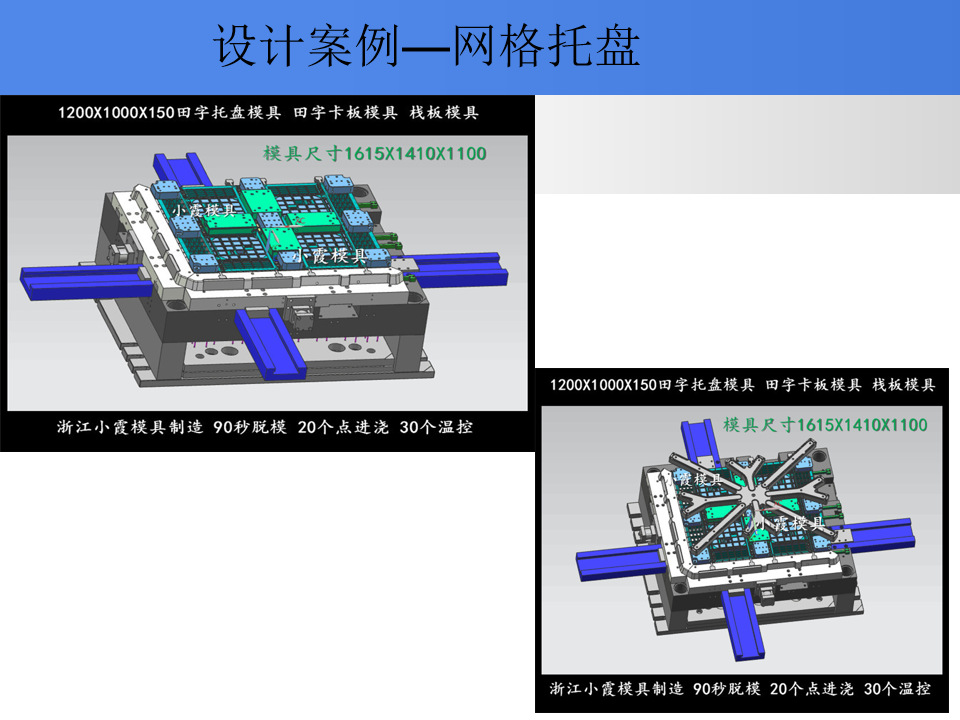
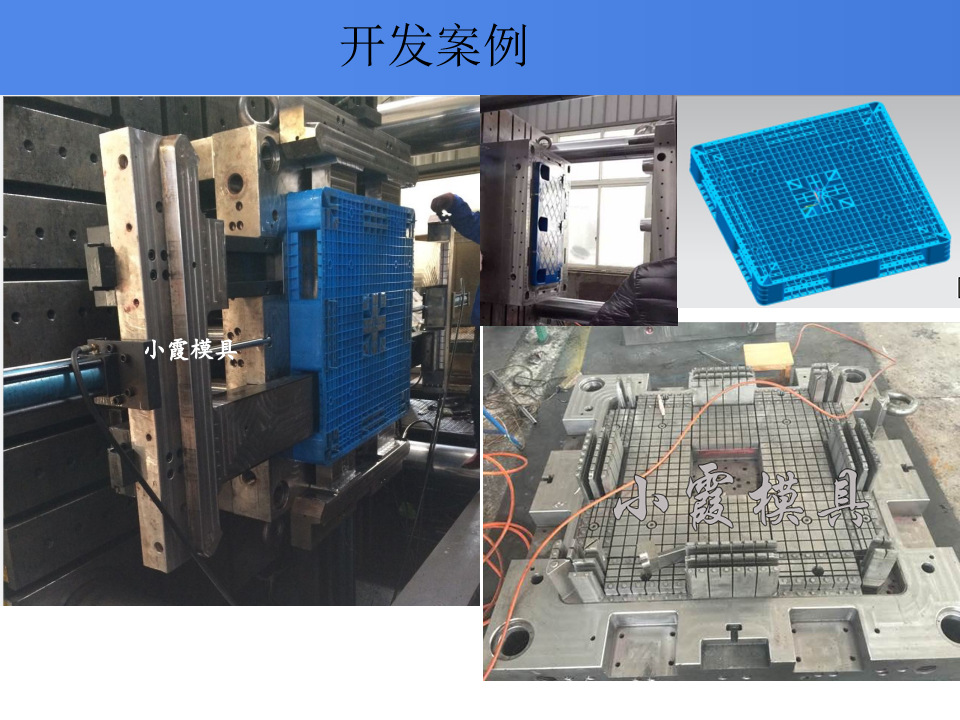





�бPģ������S�ң������бP���ƣ����z�бPģ�߹�˾������ģ�� ������ģ��
�aƷ�Cе�����Ƿ��֣� �ܷ�����ɢ�_������Óģ�������l�����ѣ� ��������r������ѣ��Ƿ�����ⱡ�a���Y�Ͼ���Ӱ푏��ȣ� �M�������һ�£��Է��s�����ݣ� ��̫���Ƿ�������������K������ һ���aƷ����֮�A����������������߅���ȣ��b���������֮�ã������������ɿsˮ����ۼ��՚���ɳ���M������F���OӋ�rע���c�� ��߶��Բ����^����ֱ��֮�ɱ����ˣ���t����O�ӏ��
��λ�ò���̫�ӽ��D�ǻ�ȱڣ������ڼӹ��� �����x��A�Σ������ڼӹ������������ڵײ��ɸ߳�����0.3��0.5mm�� �ڶ����aƷ�϶��пĴ��ڣ�����Ҫ�����N������ȡ��: �ڮaƷ��ֱ�ӳ��� �ڮaƷ���ȳ����A���ף��ٙC�ӹ���ɣ� ���ͺ��əC�ӹ��@�ף� �OӋ�r�ע�������c�� ���c��֮�g���x횿�2�����ϣ� ���c�aƷ߅��֮���x�����֮3�����ϣ� ��֮��߅��������� ���c�aƷ�ȱ�֮���x�����0.75������
��ֱ֮����1.5mm���r�������a������׃�Σ��ע�����˳��^��2�����ϣ� ��ģ�������g֮ͨ�ף���ƫ�ģ��Ɍ�����Ҫһ��֮���Ӵ� ���b��֮�ã��aƷ���Еr�����ݼy�OӋ��������ֱ�ӳ��ͣ�Ҳ�����ڳ��ͺ��ٙCе�ӹ������ڽ�����ж��������֮�ݼy���t���ý����ݼy肼����OӋ�rע������ԭ�t�� �ݾ�С��0.75mm֮�ݼy����ʹ�ã����ʹ���ݾ�5mm֮�ݼy�� �������տsԭ����ֱ�ӳ����L�ݼy���Է��ݾ�ʧ�森
�ݼy����С�������տs���r������ʹ�ã� ������ݼy��ϣ����0.1��0.4mm֮�g϶�� �ݼy���֑���1--3��Óģб�ȣ� �����������L���aƷĩ�ˣ���O0.8mm����֮��U��λ��������ģ�ӹ����ݼy������ ��һЩ���ƿ�w�aƷ�ϣ������OһЩ�Q���y�����g���˴�С��1.5mm��һ���3.0mm���ڷ�ģ���O����0.8mmƽ̹��λ�� ���ˮaƷ���ѣ����әCе���Ȼ�����������֮ý�w���b�֮�ã��ڮaƷ���͕r�������Ƕ����ע��Ҫ�c��
肼��ο��ԣ�肼��܇��z�Ӳ���̫���� 肼���肼�����ϕr��ɾo���m����Ӱ�ȡ�ţ� ��ʹ肼��c���ϽY�Ͼo�ܣ����벿�ֳ��OӋ�ɴֲڻ�֮�Π�(�������@�ף��_�����вۣ����۵�)�� �ӏ����̫��һ�㲻���^����һ�룬�Է��sˮ�� ֻҪ��Ӱ����^���ܣ�����M���Ğ�ҧ���棬�@�ӿɜp��ģ�ӹ��y�ȣ��������У�Ҳ�ɿsˮ�a���� ������߅���ɳ�ȥ����������տs���ݣ� ����^��֮�ף�������߅���߶����ӣ��Ա��a��
���ڣ�2023-7-15 �x

























