������Q���ӱ���Դ���I����؟�ι�˾
ϵ�ˣ��ο���������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺734143114@qq.com
ϵ��ַ���ӱ��ȷ����I�^
�]����65700
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
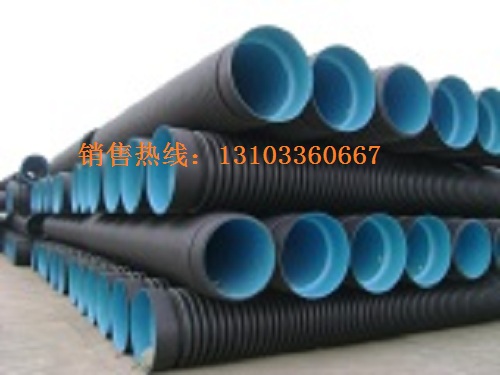
䓎���������ϩ�������y�܌����Թܲģ���Y���OӋ���������a��ˇ��˼�·f�����õ�ԭ�Ϟ����PE80���ĸ��ܶȾ���ϩ�ܲ�ԭ�ϡ����a�����^�̲��ß�D���p�@����ˇ�����a���ĮaƷ�֞�PR��SQ��VW���Nϵ�У��aƷ������ȱ���⻬���ⲿ���������Y�����ҹ�˾�ɞ��Ñ��ṩ�ȏ���DN300mm----DN2200mm���˜��L�Ȟ�6m�ĸ��NҎ���������z�ܲļ����������ܼ���
䓎���������ϩ�������y�ܼ����������ܼ��m���ڳ�����ˮ�ŷš��h���x�͉�ݔˮ���r��ˮ����ȵȹ��̣�ԓ�aƷ�����ڵ�����O�͵������O����С����0.5m���������20m���ܵ��B�Ӳ�����Krah��˾���е�ͬ���|��ۺ��Ӽ��g���ӿ��|���ߣ�ʩ�������ݣ��ܵ�ϵ�y�Ɍ��F��B©���aƷ���OӋ�������x�͈��е�ATV---A127�F�И˜ʡ�
�ÏͺϽY��������Ϲܵď��Ƚ��ͳɱ���Ŀǰ���H�Ϲܵ��İlչ����䓎���������ϩ�������y����ͨ�^�ˇ��һ��W�������Ϝyԇ���ĵĸ�헜yԇ.���ڏͺ�䓎�������ʹ�ܲľ��ИO�ѵ��͛_�ȼ����õĵ��|�m���ԣ��m���ڸ��N���|�l�����N���̵đ���Ҫ���÷������ӏV��
�ܲ�Ҏ��
�����Q�ȏ�DN/ID��300mm��400mm��500mm��600mm��700mm��800mm��900mm��1000mm��1100mm��1200mm��1300mm��1400mm��1500mm��1600mm��1800mm��2000mm��2200mm��
�ڏ��ȸߣ�
������U��䓎��ͺ�PE���ϣ�ʹ�ܲ��ڲ����ӳɱ���ǰ���´������߭h���ȣ�ͬ��������r�±��p�@���ȴ������ߡ��ɽ�Q���d��һϵ�І��}����ڏ��ܲă��ݸ������@��Ŀǰ�҂����a�ܲďĿڏ�DN300mm��DN2200mm���h���ȶ�������12.5KN/�O���ϣ���ˮ��ܺ��������Ϲ��������p�����ܸ�����
���ܿɿ���
���ӵďͺ������������ڠ�B���M�еģ��c�p�@�ܣ��пձڹܣ���ȫ��ͬ����˸���ճ�͵ďͺ��ζȷdz��ɿ���
���g�����L��
䓎������M�������A̎����������䓲ĵĸ��g�����Լ�䓲����ϵ�ճ��������߄��x���ȡ�������ԭ�ϳ�����ڵĠ�B���p�@���ͣ��ܲĵ����w�Y���ι̿ɿ������ڲ���������ϵĹ�ˇ�Ƚ�Q��䓰帯�g���}��Ҳ��Q��䓰��cPE���ϵ�ճ�϶ȣ�ʹ�ܵ���ʹ�É���ͬ�ӱ��C50�����ϡ�
�B�ӷ�ʽ���ӣ��B�ӿɿ���
�ɲ���늟��ێ��B�ӡ����տs���B�ӡ�����D�����ӻ��N�B�ӽM��ʹ�á��B�ӿɿ���ʩ�����㡢�������³���������������ʹ�ܵ��_����B©��
ʩ�����E��
һ�����۔D������
1�� ���۔D�����ӵĽY����
���۔D�������Dz��Ì��ß��L�D�����ӹ��ߣ��Ȍ��ܲı��B�Ӄɶ˼ӟᣬ�����D�����ڵľ���ϩ�ϣ����B�ӿp�ɶ˵ľ���ϩ�������ڽӳ�һ�w���B�ӷ������ل����B�ӡ�
�D�����ӵ������÷��ӟ��\�ӵĻ���ԭ����ͨ�^�D��������PE���l�ӟ�(ʹ���l�Ĺ̑B׃����ճ���w)���D����ͬ�r���������õğ��L���ӟᱻ��PE�ܵĴ����棬���������ã��ӿp�ɶ˵�PE�����ճ�ϣ�ʹ�˴��g�õ��˺ܺõĔUɢ����p�@�����ܲ��B�Ӟ�һ�w���Ķ��_�����ӵ�Ч����
2�����۔D�����ӵ�ʩ��Ҫ�c��
2.1���ں���ǰ�șz������ӹܲăɶ����Ƿ��и�ƽ��(����治ƽ�������M����)��������������ڹܲIJ��Ⱦ���λ�ã��ɱ����ܲ��{����ͬһ�S��(�ܲĔ��_��λ�M���܌��R)���ӿ�̎����1-3mm�g϶���Ա��ں���(�����p϶һ�㲻���^5mm)�����_����Ҫ�tҪ�ù��ߌ��ӿ��M�оֲ����С����й������ԏĹ����܃ȣ���800���ϵĹܵ����M�С����Ӆ^���횱��C�坍����������Љm���������s�|���ڣ��������Ӆ^��ȡ�������M�д�ĥ̎��������������ӡ�
2.2���������õĺ��lһ�㑪�ɹܲ����a�S�����ṩ��Ҫ���c���a�ܲ����õľ���ϩ������ͬ���c�ܲ����ںõIJ��|���l��Ҫ������A�Ρ�ԓ���l�ּ�һ�²��������x�ú����������ܵ�Ҫ�˺��l߀���Ҫ��������o�κ��n��
2.3����횏��{Ҫʹ�Î����L�b�õ����ÔD�����C�����ӕr���L�b�ñ�회����ܲĽӿp�˵ľ���ϩ�A�ᣬʹ�D�������ھ���ϩ�܉��c�ܲ��ڞ�һ�w�����к��Ӕ�����M��������©���͔�ڡ�
2.4����������800mm�Ĺܲģ�һ�㑪�M�Ѓ����p�溸�ӡ�
2.5�������h���l���O�����Ϻ͟��L�ضȣ������ϱ���һ���ĺ��Ӊ�������������������s�r�g��
��֮�� ���к��ӹ�ˇ������Ҫ���ܲ����a�S�ṩ�ĺ��ӹ�ˇ������Ҫ���M�С�
���� 늟��ێ��B��
1 ��늟��ێ����ӽY��
늟��ێ����ӷ����������Ƕ���B��̎���|���늟�Ԫ��ͨ늺�a���ĸߜ��B�ӷ������DŽ����B�ӡ�늟��ێ������Dz���һ�l�ȱ��Ƕ�����z�ľ���ϩ��ێ����o�N�ڃɱ��B�Ӷ˵������(���w�B����������)�������͟Ꭷ�o�̣�ͬ�r�ڽӿ�̎�ܶ˃ȱ��ÿɲ�ж�Ĺ���֧���ι̺�����늟��ۺ��C�o���z��늣����z�l��������Û�γɉ����������߅�ľ���ϩ�����Uɢ���P�]�Դ���������s�̻����γɿɿ��B�ӡ�
2��늟��ێ�����ʩ����Ҫ�c��
늟��ێ��B�ӕr����횇�����늟��ێ�Ҫ��ļ��gָ�˺��O��Ҏ���IJ��������M�С����õ�늟��ێ���������a�S�������䲽�E���£�
2.1���z��ܵ���늟��ێ��Ƿ��Гp����
2.2�����R�ܵ�������s��
2.3��ͨ�^ˮƽ�U��ɳ����Ҫ�B�ӵĹܵ��������x����20~750px̎���ػ������в����ӵĿɌ��ܵ�ֱ�ӷ����ڵػ��ϡ������ӌ���늟��ێ���2�������ܵ���750px����ˮƽ���R��
2.4���Ý����IJ��ص��ܵ���������늟��ێ��ăȱ��ϵ��s�������������ˮ�⣩�����������Ì�PE���Ϻ����а������܄����á�
2.5������ێ�����ˮƽ���R�Ĺܵ���Ҫ�B�ӵIJ��־o�oȦס�����������͟Ꭷ�o�̡�
2.6�������C��ݔ�������c늟��ێ����B�Ӿ��^���B�ӡ�
2.7��������ۺ��C���O���Õr�g�͙nλ����������Ҏ���M�к��ӡ����ӽY��Ҫ�����s������Ƅӹܲġ�����s���g�������M����һ�����ӡ�
�������տs��(��)�B��
���տs��(��)�B���Dz����w�S��������ϩ���տs�����Ȍӣ����տs������ӣ����տs�܃ȱ���Ϳ�П����z�����ӟ���c�Č������ܶ��N�Ͼo���B��һ�w���B�ӷ�����
���տs���B��һ�����ڹ�С��1200mm��䓎���������ϩ�������y��(����1200mm���ϵ�Ŀǰֻ�����w�S��������ϩ���տs���ؽӿ��p�Ɍ���ɼӿ���)���B�ӕr��횰��՟��տs��(��)�Ĺ�ˇҪ���M�в��������ȑ����B�Ӳ�λ�Ĺܲ���ڴ�ĥ�Ƀ������ܲ��M����̎�����ٌ����տs�������B�ӵăɹܶˣ�Ȼ���M�мӟ�ʹ���տs��(��)�ăȱ��c�ܲ����ճ�ϣ�����s���γɺ㶨�İ��o���_���ܲ��B��Ҫ���ß��տs�B�ӕr���������B�ӹܶˌ��R���M���ܲ����g϶�������տs�ӟ�r����ע�����ضȣ����ԏğ��տs���в�����߅��u�ӟᣬҲ���ԏ�һ������һ����u�ӟᣬҪ�џ��տs���c�ܲ��g�Ě��wȫ���ų���ʹ���c�ܲ�ȫ���N�ϣ�ͬ�r��ʹ�����z�ğ��տs�˿�������
��s��(��)��ʩ���h���ض�һ�㑪��-20~60�棬���h���ضȵ���0�棬������ȡ���ش�ʩ���B�ӕr��횰��՟��տs���Ĺ�ˇҪ���M�в�����������E(��һ������һ����u�ӟ�)���£�
1���z��ɴ��B�ӹܵČ��Ӷ����Ƿ�ƽ����Ҫ��ɶ���ϔn��ľֲ��g϶С��mm�����_����Ҫ����Ҫ�M�ЬF��������ֱ���_��Ҫ�� ��ֹ��
2���ܿՃɴ��ӹܶ˲���ʹ���x�����ϱ���һ�����x���ԼӟṤ���ڈA�ܷ������������ˣ���
3������s�ܴ����ڃɴ��B�ӹܵ�һ���ϣ��������B�Ӷ������500mm��λ�ã��˕r��s�܃ȱڵķ��o���Ӳ��ܱ��Ɖģ�������������ܷ�ֹ����҉m��ˮ�Ƚ����s�܃ȱڣ���
4����ĥ���ɴ��ӹܾ����Ӷ���120mm�L�ĈA������Ӵ�ĥ�ֲڡ�����Ͳ����㶼Ҫ��䓽zˢĥ�ֲڣ�����Ҫ��ĥ�����벨���L��䓽zˢ�����Α��c���y������һ�£�ÿһ��Ҏ����һ�N䓽zˢ����
5�����坍�IJ�������ĥ��Ĺܶ˲��ֲ��Ƀ���
6�����Ɍ��ӹܶ��挦�R���̶����������eλ��
7�����c���B�ӹ����۵�PE���l����С����С���tɫ�����С���L���ӟ�ӿp̎�ͺ��l���ڈA���Ͼ�����̎���ϣ����p�LһЩ��ã����Ԍ��ɹ��B��̎�̶���
8���ütɫ�����A��ɹܶ�(�����Ӷ�����������)�ĈA���棬ʹ����ض��_��40��-50�棨�A��ضȑ��ȟ����z��ܛ���c�ضȵ�15�����ϣ�����ʹ�ñ���ض�Ӌ�M�бO�ء�
9�� ���B��̎�p�@��ͬ�r�濾�ӏ��w�S���տs����Ҫ�������@�^�A��һ�����ϲ�����ι̡�
10���A����ӹ܃ɶ˵���ĥ���ԃȣ�ʹ����ض��_��40��-50�档
11��С���Ƅӟ�s�ܵ�һ�˴�ĥ��ȣ��Ƅӵ�λ�ô�s�ǣ�����ʼ�ӟ�̎�����Ӷ���ľ��x��s���s���L�ȵ�1/3���ң�����ʲ��ӌ��H������Ҏ����L�ȣ�����ȥ����s�܃ȷ��o���ӣ�ע�ⲻҪ����м������ճ�����A��IJ��y����͟�s�܃ȱ��ϣ����÷�ճ��������Ш�θ�֧�Ο�s����һ�ˣ�ʹ��s���c���y��ͬ�ģ��Ա��C���տs���c���y��֮�g�����g϶����������ߟ�s�ܵ��տs�����Ժͱ���ƽ���ԡ�
12���濾�����ȑ��ütɫ���棨���Ì��íh�κ濾������һ���_ʼ���؟�s�܈A�ܷ�������Ƅӣ������������L�S�����Ƅӻ���һ̎ͣ��������һ�˵�һ���տs�ú�����u����ӟᣨע��ͬ��Ҫһ��һ�ܵؾ���ӟᣬ���������S��ֱ���ƄӼӟᣬ��t����ɱ����𰙻��_�ѣ����ں濾�^���У�߀�����r�ù❍�ĝLͲ���c�����Π�ߴ���ϵ�Ͳ�������������������տs��λ�p�p�Ӊ���ʹ��o�N���β���ȥ����՚⣨ע�ⲻҪ�������y�ܣ����ӟ��տs�������125px̎�r���Ɍ������D��ӟ��տs�܃ȱڵğ����z��Ȼ�����D����ڡ������տs����ɺ�������ȫ�����ӟᣨʹ�����z����ۻ������˲��П����z�����
�@��Ҫ���{ָʾ�������պû���ӟ�ضȼȲ����^�߰�PE����ڟ��p����s�ܵĶ˲��_�ѣ��ֲ��ܜض�̫�͕���ɟ����zδ����ۻ�����ճ�Ρ��_���������x���ȵ�Ҫ��
���������B�ӹ���������кõIJ������ߡ��������ᵽ�ĺ濾��Դ��ƽ�����߶�Ҫ�J��ʂ�á���Դ��С��Һ���ޣ���Ȼ�⡢���顢Һ���⡢�����ȶ����ԣ������Ҫ���c���y�����m����һ�ׇ��죬�����һ���ù�ˇ�������ߣ��猣�õ��ԄӺ濾�C�ߵȣ�����������B���|����
�ġ������B��
�����B����ͨ�^��˨�̓ɂ���A������Ͳ�������ܶ˾o�̣���������Ͳ�ܱ��g�����z�����_���ܷ�Ҫ����B�ӷ�����
�����B�ӵĽ����B�Ӽ���ò��ò��P䓣����ú�ɫ���٣��t����͵��|��Ҫ���ǣ���������P�����g̎������Ͳ�ܱ��g�����z�������������͵����z�����z�ܷ�Ȧ�����ܑ����ϬF�Ї��Ҙ˜�GB/T 21873�����z�ܷ���o����ˮ�ܼ���ˮ�ܵ��ýӿ��ܷ�Ȧ����Ҏ������Ҫ�����z�ܷ�Ȧ���ɹܲ����a�S��������
�ڴ��e���{�����ÿ����B�ӕr��������ڳ��������y��,���Ա���ڴ��B�ӹܲĶ˵IJ��ȃȼ�����ˮ��Û���z�����x�õĹ����ף�����з�����������λ�b�ã��Ա��C�������L�������Ҳ����ڹܲ������λ�ƻӡ�
�塢�M���B�ӷ���
�����ķN��Ŀǰ�������^�����ͳ��õ��B�ӷ���������һ�N�����Еr���X�ò����U�������҂������������Ҫ�Ĺ�������Dz��ÃɷN���ϵķ����M��ʩ�������C�B�ӵİ�ȫ�ɿ����M�ϵķ�ʽ�ж�N���e�����£�
1�����տs���B���c���L�D�����ӽM��ʹ�÷������ß��L�D�������ѹܲĺ������硢�_����©��Ҫ���ٰ����տs�ܣ��_�����U�ɿ���
2�����տs�ܻ���տs���B���c�����B�ӷ����M��ʹ�á����p���տs��������տs�ܣ����ÿ����i�o���_�����U�ɿ���
3�����L�D�������c�����B�ӷ����M��ʹ�á����ß��L�D�����Ӱѹܲĺ������硢�_����©��Ҫ�����ý��ٿ��������濨ס���B�Ӄɹܶε������⣬���C�B�ӵęCе���ȡ�
��֮���M�ϵķ����ж�N���ӣ����_�lԇ�֮���кܶ��Ҳ�ܶ࣬����в��ܷ�Ȧ�B�ӷ����в�늟����B�ӷ��ȵ�
ʯ���f䓎��������y�� ʯ���fPE䓎����y�S��