

������Q���ӱ������Cе����˾
ϵ�ˣ��x�ь���С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3622313939@qq.com
ϵ��ַ���ӱ�ʡ���^�н�������A��·
�]����061000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
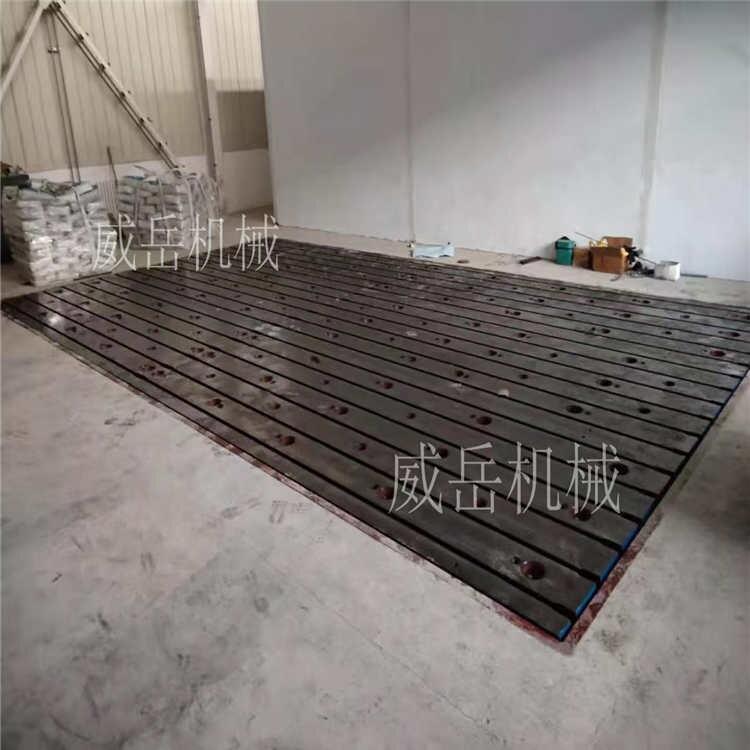
�l���T�Fƽ�_�m���ڸ��N�z�����y���õĻ���ƽ�棬���ڙC���Cе�y�����ʣ��z������ijߴ羫�Ȼ���λƫ������������ڙCе������Ҳ�Dz���ȱ�ٵĻ������ߡ�����l���T�Fƽ�_���|̫Ӳ����̫ܛ���T������ĺ��^�M�����^�M�������Ϙ˜ʻ��g�l�����Ô����^�죬���W�����������z�飬Ӳ��ԇ�ȿ��l�F����ʹ���^���У����ˉėl���T�Fƽ�_�Ĺ����棬�p��ƽ��ĽY������ֹƽ��׃�Ρ��p�ġ��o��ʹ�ã�Ҫע�������͗l���T�Fƽ�_�Ĺ��������^������ײ�����������������Գ��^ƽ����~���d�ɡ�
1�����|���l���T�Fƽ�_�����|��Ҫ��Ҳ�����P��Ҫ�ģ�һ����|��HT200-3000���|��Ӳ����HB170-240�����|�_���˜�Ӳ����ȻҲ��һ�ӣ����^�ػ�̎���ėl���T�Fƽ�_���е��ԡ�
2�����ɳ��̎��:�T����T�Fƽ�_�y����FһЩС��ɰ�ۡ���ף�һ���ں��������ȵ����ñ�ͬ�Ȳ��|Ӳ����ܛ���T�F������伴�ɣ�����Ӱ푾��ȡ�
3�������P�Σ���P��1��ƽ�_�M�Зl���T�Fƽ�_������ľ��ȵ��P�Σ�Ҳ�Ǻ���Ҫ��һ���h�����F�ڵ�һЩС�������˹��s�ɱ��ý�ĥ�C��ĥ���棬�����ėl���T�Fƽ�_�ĸ��^�Ϻֲܴڣ�����Ҫ�ľ��ȹ������ĥ�Cӡӛ���@����Ҫ�Ǖ����FһЩ���c��Ӱ��Ñ�ʹ��Ч���������������ùε�һ�cһ�c�İѼӹ����yȥ�������ú���ˮƽ�x�����ˮƽ�x��ƽ�_�{��ˮƽ�ſ����P�Σ��@�N��ˇ�ĺ�̎�Ǿ��ȸߣ����ܷ������Ժá�
4�����^̎�����l���T�Fƽ�_������պϸ��Ҫ��������M��
 ���^̎����Ҳ���ǽo�l���T�Fƽ�_ˢ�ᣬҪ�Ȱїl���T�Fƽ�_�ײ��������T��ɰ�[�Ƀ��������P��(һ����ütɫ�ķ��P��)���l���T�Fƽ�_���Ҫ��ĥƽ���е�Ԓ��ԭ�ӻ���ƽ����ˮɰ����ĥƽ����
���^̎����Ҳ���ǽo�l���T�Fƽ�_ˢ�ᣬҪ�Ȱїl���T�Fƽ�_�ײ��������T��ɰ�[�Ƀ��������P��(һ����ütɫ�ķ��P��)���l���T�Fƽ�_���Ҫ��ĥƽ���е�Ԓ��ԭ�ӻ���ƽ����ˮɰ����ĥƽ����
5���\ݔ�bж��ע����헣��l���T�Fƽ�_���\ݔ�����bҪ�еĵ��b���ߣ����C���b�r��ƽ����ƽ���ŵ��\ݔ܇�Ϻ�Ҫ�^��l���T�Fƽ�_�ײ��Ƿ��ֽ��|���]�г�ֽ��|��Ҫ����Ⱥ�ȵ�ľ��|�����\ݔ܇�v�������l���T�Fƽ�_�rҪ��������λ�|��䓻�ľ������������������ȱ��档
6���{ԇ���b���҂���ԓ��������һ����֧���c��λ�������DZ��^�õģ�Ȼ���҂��l���T�Fƽ�_��ƽ���܉��{ԇ��һ�����^ˮƽ��λ��������Ǻõģ�����]���{����ˮƽ�ǂ��l���T�Fƽ�_�Ͳ����ã�������]�о��ȣ�����ʹ�ã��҂���ƽ�rʹ�×l���T�Fƽ�_�ĕr���ڰ��b����ĕr��Ҳ��ԓ�M���������p���p�ţ�����һЩ����������ײ������׃�Ρ�
�T�Fƽ�_����ֲڶȵ�Ӌ�㷽����
�l���T�Fƽ�_���潛�^�ӹ��������ܹ⻬�����Ŵ��^��s����ƽ�����澫�ڶȣ���ָ�ӹ������������Ͼ��е��^С�g���С������M�ɵ��^���Π�������һ����������ȡ�ļӹ�������(�����������γɵġ��������Ĺ��ò�ͬ������ı���ֲڶȅ���ֵҲ��һ�ӡ�����D��Ҫ��ע����ֲڶȴ�(����̖�������f��ԓ�����깤����_���ı������ԡ�
�T�Fƽ�_����ֲڶȸ߶ȅ�����3�N��http://www.chinaweiyue.com/
1��݆�����gƽ��ƫ��Ra��ȡ���L�ȃȣ��y������(Y����݆�����ϵ��c�c���ʾ�֮�g���xֵ�����gƽ��ֵ��
2���^��ƽ��ʮ�c�߶�Rzָ��ȡ���L�ȃ�5����݆����ߵ�ƽ��ֵ��5����݆�������ƽ��ֵ֮�͡�
3��݆����߶�Ry��ȡ���L�ȃȣ�݆���߷�픾��͵ȵ�֮�g�ľ��x���ҹ�˾���a�����F
Ŀǰ��һ��Cе���칤�I����Ҫ�x��Ra��Raֵ�����й�ʽӋ�㣺Ra=1/l��t0��Y(x)ʽ�У�Y��݆�����ϵ��c�����ʾ�(�о���֮�g�ľ��x���ɞ�ȡ���L�ȡ��ֲڶȶ����ڱ���䓰壬���䓰�Ϳ��ǰҪ�еôֲڶȣ���t�����ҧ�������㣬����Ó�䡣
























