

������Q���o�a���տƼ�����˾�I�N��
ϵ�ˣ���������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺gyh@hope-tec.cn
ϵ��ַ�����Kʡ�o�a�ЏV��·555̖���ϳ�206
�]����214001
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
AKS�T����Ҏ�t݆��߅����ȥë�̵��ǵ��� FDT SXO
݆��߅����ȥë�̵��� �ӹ�����ȥë�̵��ǵ��� �T�����ӵ��ǵ��� ��Ҏ�t߅ȥȥë�� �Ԅ��a�����ǵ���
FDT SXO��һ�����ڔ��ؼӹ����ĵșC���ĸ���ȥë�̵ĵ��ߣ�ͨ�^���әC���Ԅ��a�������ߴ�ƫ��г��T��݆���߅�ȹ���a����ë�̲����ǡ�ԓ����ͨ���b���D�S�������ṩ5-10mm�ĸ����a�����������əC�����ӹ����ĵ����Sֱ���ӣ���������������������ͨ�^���ÙCе�M���{����
�ӹ�����
�ӷ�ʽ���əC�����S��
�����D�٣�3000-8000�D/���
�M�o����2000-4000mm/���
�����a������5-10mm�������оߘ˜��L�ȕr��5mm�����L�r�����_��10mm��
�������ƫ�x�Ƕȣ�5��
ʹ��ER11�˜�Ͳ�A�����ԊA��0.5-7mmֱ����ȥë�̵��ǵ��ߡ�
FDT SXO�����a����������ֱ����20mm�ȹ�ʽ���ɞ鰴�͑��������aHSK��SK��������ʽ�ĵ��������в��ϵĹ����������Á�ȥë�̵��ǡ�

���c
���ھS�o
�ɸ����\�У����������aЧ�ʣ�3000-10000�D/��犣�2-5��/��犣�
�����ڷ����ĸ����a���C��������݆���涼�ɫ@�þ�����ȥë�̵��Ǵ�С
�o�����OӋ���m���ڴֳߴ�ęC��
�����͑��Ĺ���Ӳ�Ȳ�ͬ�������ṩ�����С������N���Եď��ɹ��x��
AKS����ȥë�̵��ǵ����ڙC���ϵ�ʹ��
�҂����]��5000�D/��犵��D�ف��ӹ�����߿��_��10000�D
�M�o�����]F=3000mm/��犣�Ո�M����һ��������ȥë�̵����^���б����M�o��һ�£��Է����F���dzߴ粻һ�µ���r����������ĕr�M�������߽ӽ��սǣ��@�Ӳ�����Чȥ���ս�̎��ë�̡�
݆��߅����ȥë�̵��ǣ��ӹ�����ȥë�̵��ǵ������T�����ӵ��ǵ�������Ҏ�t߅ȥȥë�̣��Ԅ��a�����ǵ���

������������
�ڳ���ʹ��AKS����ȥë�̵��ǵ��r���҂����]�я������������O�Þ�1-3mm���ң�����a��������r���t��Ҫ�^�m�Ӵ�ͨ����r�£�������������Խ����Խ��ͬ�r�����������ϵ�Ӳ�ȣ��{������β�˵��ݽz���{���������Ɂ��{�����������Ĵ�С�������{���ݼy���L����10mm���A�O�ݼy��5mm̎��
���ߵ����D����������
ʹ��AKS����ȥë�̵��Ǖr������������Ҫ형r����D������������ë��߅��형r����D
AKS����ȥë�̵��ǵ������������^���е��\��܉�E
ȥë�̵���ͨ��ʹ�õĵ������F�ȵ��ǵ����ڗl�����S����r�£��҂����]�͑�ʹ���F�ǵĴ�ֱ�����ֵ������Ё��ӹ������H�и������м���g����ֹ��м��ס�����У��^��ľ��ٶ�Ҳ��������aЧ�ʡ�
����ȥë�̼ӹ��ӹ��^���У��ʹ_�������ڏ���ƫ�ƹ���݆���Ļ��ʳߴ�1-3mm

AKS����ȥë�̵��ǵ�����ʹ���^������������ս�
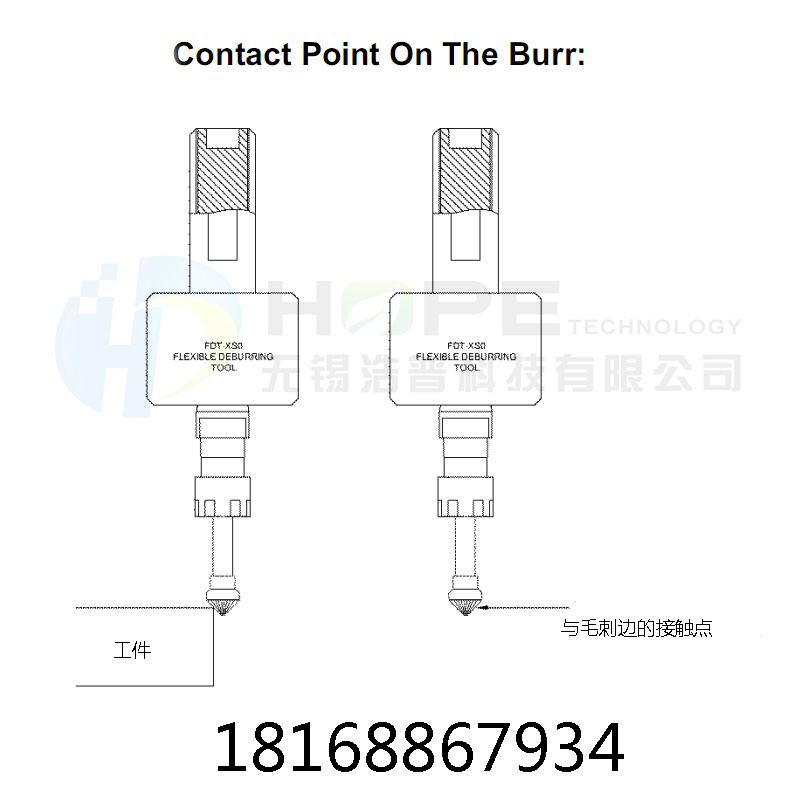
���ӹ�݆���ă�ֱ�ǹս�̎һ���y�Լӹ������������ͨ�������Sͬ�r������ֱ�ăɂ��棬�@�ӕ����µ���������ƽ����a�����ӣ��������@�N�ӹ��l���£��҂����h���ǵ�������·�����ഹֱ�ɂ���ĊA��̎�m�����ᣬ�����еĵ��ⲿ������ë�̵��ǣ��Ҵ˕r�������D�٣����ԈA��·��������@�N���s�l���µļӹ������ӵ�����ȥ����ֱ��ë�̕r������ֱ���ع���݆������ֱ���ߵ�������D��ʾ����һ��̓�M��·�����Գ�������һ�����߅��ȥë�̵��ǣ��������_ʼ�µ����߅��ȥë�̵��ǡ�
AKS����ȥë�̵��ǵ�����ʹ���^���г�Ҋ���}����Q��
1�� ȥë�̵��dzߴ�ƫ�������M�o����p�ق�����
2�� ���dzߴ粻һ�¡���a�����ڷ����׃�����M�o�ٶȲ����Ǻ㶨�ģ���Ҫ�����M�o����b���M�o���^�ͣ������M�o����c���A�O�ĸ��ӵ�����λ�ò����_�������O���c݆��߅��λ�á�
3�� ȥë�̵��Dz�ƽ�������������S�D�٣����Q�µĵ��ǵ��^
























