
�q����|����(n��i)��ĸ���(d��ng)�q����|�Ԅ�(d��ng)���Ŀ��{(di��o)������")

������Q���o�a���տƼ�����˾
(li��n)ϵ�ˣ�������������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺wh@hope-tec.cn
(li��n)ϵ��ַ���o�a����Ϫ�^(q��)�V��·555̖(h��o)���ϳ�206��
�]����214000
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
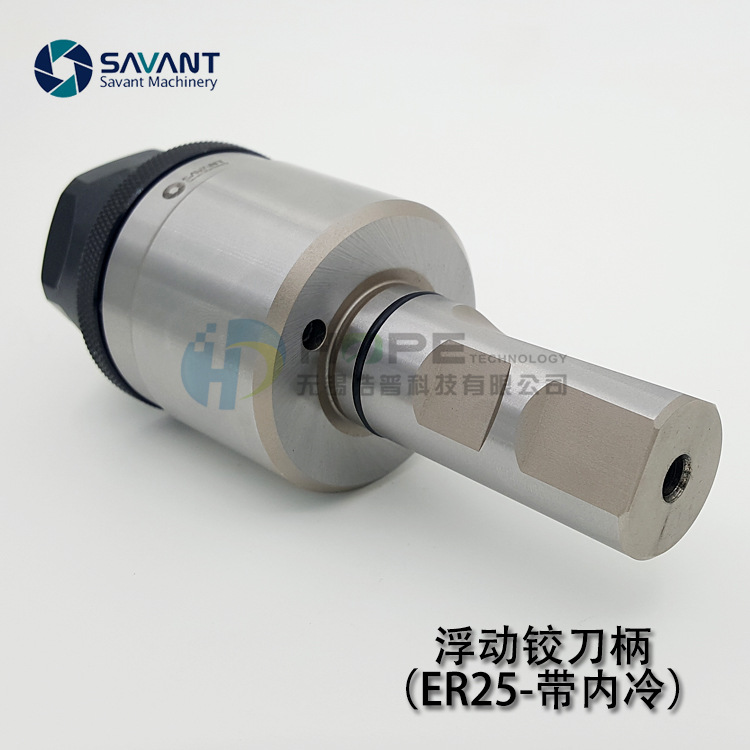
ER25����(n��i)�両��(d��ng)�q���� �Ԅ�(d��ng)���Ŀ��{(di��o)ʽ����(d��ng)�q���� �A��16MM�q��
����(n��i)�両��(d��ng)�q����
����(d��ng)��(d��o)������ ����(d��ng)���� ��(d��o)���q������ ����(d��ng)�����Ƕ��^
��ԃ�Ԓ��18168867143 ������
�r(ji��)��Ո(q��ng)��ԃ�ͷ�������
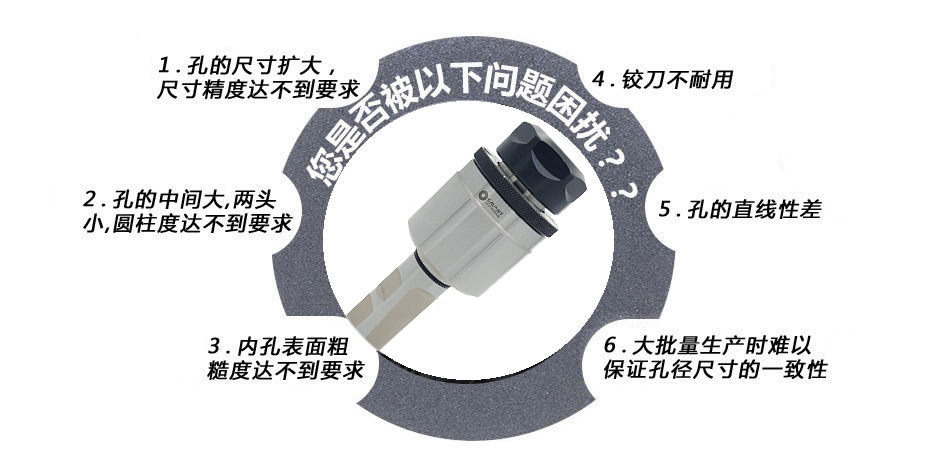
���q�ӹ������Ƿ������}�����_��
��ijߴ�U(ku��)�ߴ��_(d��)�����ӹ�Ҫ��
������g���^С���A�����_(d��)����Ҫ��
���(n��i)�ױ���ֲڶ��_(d��)����Ҫ��
���q��������
���ֱ���Բ�
��������ӹ����a(ch��n)�r(sh��)�y�Ա��C���ߴ��һ����
������(d��ng)�q�������Ɍ�(sh��)�F(xi��n)�Ԅ�(d��ng)���ģ��������ӹ����|(zh��)���;��ȡ�������(d��ng)�q��������ʹ������Ч�pС��Ӌ(j��)�`�ʹ�q������������(g��)�q���ӹ��^����ʼ�K�c���ӹ������ı���һ�£�ʹ�ӹ��^�̸���ƽ��(w��n)���Ķ�����q�ӹ����ȡ����L(zh��ng)�q��������ͬ�r(sh��)��(ji��)�sУ��(zh��n)���Q���ȹ��r(sh��)����������a(ch��n)Ч�ʣ���(ji��)�s�����a(ch��n)�ɱ���







��ˇ�Է���
һ�� ���y(t��ng)�q��ˇ���C(j��)�����S�c�q���ل����B�ӣ��۷e�`����q���������c���S��ͬ�S���`��ɱ��⣬�ӹ��^���������S���D(zhu��n)�x���������£��a(ch��n)���T��������
1�� �q�������Ќ�(sh��)�H���D(zhu��n)܉�E�����q��ֱ�����ҟo�����ƣ���˱��ӹ��Ŀ�(sh��)�H�ߴ�ƫ���ҟoҎ(gu��)�ɡ�
2�� �S���M(j��n)�����q����u����׃�(n��i)���q���c���S��ͬ�S���`����D(zhu��n)�x���������������`�����ɶȳ��������pС��������q�Ŀ���u�sС���γ��Q�������ȿڡ���
3�� ��ͬ�S���`���c���D(zhu��n)�x������ͬ�����£��q���ஔ(d��ng)��܇�����M�����c(di��n)λ���|�������ߣ�ֻ���������D(zhu��n)܉�E�A�ϵ��ٔ�(sh��)���Ѕ��c�������I(y��)�����൶�Єt���������ױڡ��@�r(sh��)�a(ch��n)������(d��ng)��ʹ�q���ĉ�����������(y��ng)�s�̡�
4�� ���ڄ����B�ӵ��۷e�`����D(zhu��n)�x���������ֵ��������a(ch��n)��������(d��ng)���T������ع�ͬ���ã���˱��q���ߴ羫�ȡ���λ�����c�ֲڶȾ��_(d��)����Ч����
���� ʹ��������(d��ng)�q���������q��ˇ��������(d��ng)�q��������(n��i)���ĽY(ji��)��(g��u)�Ɍ�(sh��)�F(xi��n)�B�m(x��)���S��ƫ�D(zhu��n)�͏���ƽ�ƣ�ʹ���A���q������ʼ�K�܇��@�C(j��)�����S���ģ����䴹ֱƽ���(n��i)360���p�ɸ���(d��ng)�����a(b��)���q�������c���ӹ������ĵ�ƫ���������C(j��)�����S���D(zhu��n)�a(ch��n)���ď�������(d��ng)��ʹ�q������������(g��)�q���ӹ��^��ʼ�K�c���ӹ������ı���һ�£�
1�� ��ʹ���A���q���Ԅ�(d��ng)�������ӹ������ģ��Ԅ�(d��ng)�{(di��o)��(ji��)���S��ʹ�q�����ľ��c���ӹ������ľ�ƽ�С�
2�� �C(j��)�����Sͨ�^����(d��ng)�q���������������Ե��f�o���D(zhu��n)���q����
a�� �q��������(g��)�q�ӹ��^�������ԡ�ƽ��(w��n)�����������q���΄�(w��)��ʹ���q���A�ȡ��A�������ֲڶ������
b�� ���S�ͱ��A���q���������O(sh��)���ĸ���(d��ng)������(n��i)ʼ�K�c���ӹ��������ı����غϣ��@ʹ���q��ʹ�É��������L(zh��ng)��
3�� �s�p�˓Q������(du��)���ȹ��r(sh��)��
4�� �pС��(du��)�C(j��)�����ȵĸ�Ҫ����ͨ܇�����@����Ҳ�ܼӹ����߾��ȿĮa(ch��n)Ʒ��
�m�ÙC(j��)��
܇����㊴����ӹ����ġ��@�������C(j��)�ȡ�
����(d��ng)�q�������{(di��o)����(d��ng)����
|
�����g϶RADIALSPIEL (max mm) |
|
1 |

���Dһ��
�q�ӹ��r(sh��)���ܴ���ƫ���B(t��i)
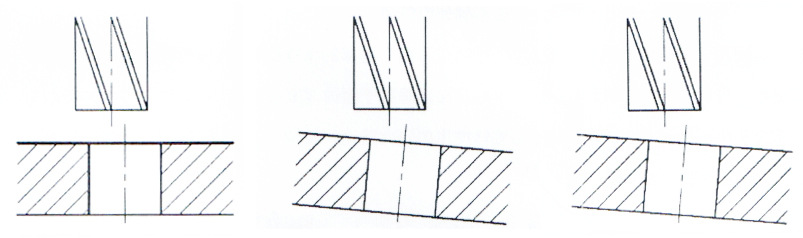
1 �A(y��)�ӹ����c�q����ͬ�S 2 �A(y��)�ӹ��������c�q�������ЊA�� 1�c2��ƫ���B(t��i)ͬ�r(sh��)����
���D����
��������ƫ��IJ���������
�Q�o�{(di��o)����ĸ��Ȼ�������������D(zhu��n)��ֱ�����������S�ĺ��A(y��)�ӹ������ĵIJ�ͬ�S�`�
�Q�o�{(di��o)����ĸ�r(sh��)�������S�ľ��o�Ƕȸ���(d��ng)���{(di��o)��(ji��)�{(di��o)����ĸ�������S�ľ������S��1�㷶����(n��i)���ɸ���(d��ng)���Ƕȸ���(d��ng)�ķ����S����(d��ng)���������������
























