

������Q���~�������b�䣨�K�ݣ�����˾
ϵ�ˣ�ꐽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺136946316@qq.com
ϵ��ַ�����Kʡ �K���� �Ї����Kʡ�K���и�� ^�Ƽ��ǝ�ꖽ�·69̖
�]����00000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

|

|
|
|
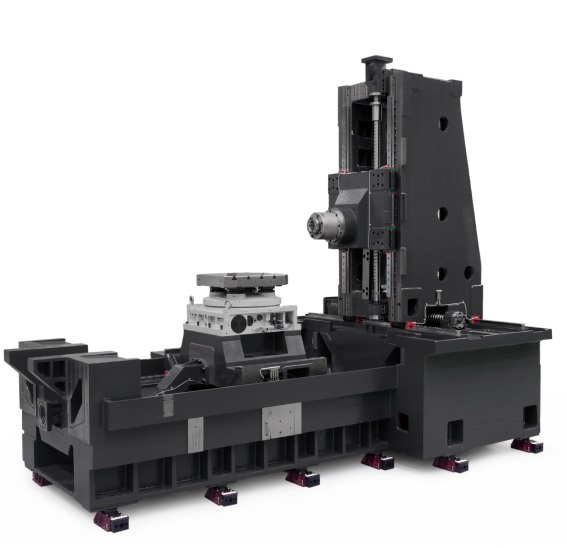
01���߄��Ե����w�OӋ ���c֧�Ρ������OӋ��M�ͽ�֣�������������B�ѣ����ȡ����ԡ��������Ⱦ�ѡ� |
02�������Y�� ����T�ͽY�������OӋ, ���w�Y������, ��Ť������������ |
|
|

|
|
|
03����׃�� ���M��ZF�X݆�䣬�ən׃�ټ���ٺ͵��ٴ�Ť��Ҫ�� |
04���M�����S���z�ܡ���܉���S�� �_���M�����S���z�ܡ���܉���S�У����ȸߣ������L |
|
|
�� �Q |
��λ |
HE63S |
HE100A |
|
�����_�ߴ� |
mm |
630��630 |
1000��500 |
|
�����_����d�� |
kg |
1200 |
1800 |
|
�����_�ֶ� |
|
1���360[0.001���360000] |
1���360[0.001���360000] |
|
�����_���Q�r�g |
S |
/ |
/ |
|
�����_���Q�ӷ�ʽ |
|
/ |
/ |
|
�����_����D�� |
r/min |
30 |
16 |
|
���ֱ��/�߶� |
mm |
1000��1000 |
1000��550 |
|
���S�г�X/Y/Z/W |
mm |
1000��850��1000 |
1000��850��1000 |
|
���S�����������_���ľ��x |
mm |
120��1120 |
120��1120 |
|
���S�����������_����x |
mm |
140��990 |
�C425��+425 |
|
���S�����ٶ�X/Y/Z |
m/min |
60 |
60 |
|
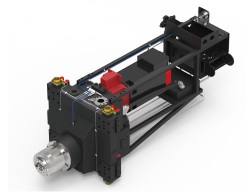
��늙C���� |
kW |
22/26 [50/65] |
22/26 [50/65] |
|
���S����D�� |
rpm |
6000 [8000] |
6000 [8000] |
|
���SŤ�� |
N.m |
770/910 [405/526] |
770/910 [405/526] |
|
���S�F�� |
|
HSK-A100 |
HSK-A100 |
|
�������� |
�� |
40���ʽ�� |
40���ʽ�� |
|
������ʽ |
|
HSK-A100 |
HSK-A100 |
|
���ֱ��/�L��/���� |
mm/mm/kg |
��125/450/25 |
��125/450/25 |
|
���ֱ��(�����o���ߣ� |
mm |
��250 |
��250 |
|
�Q���r�g���������� |
s |
2.25 |
2.25 |
|
�@�ף�������̼䓣� |
mm |
��55 |
��55 |
|
���z��������̼䓣� |
mm |
M45 |
M45 |
|
�����������̼䓣� |
cm3/min |
600 |
600 |
|
��λ���ȣ�X/Y/Z�� |
mm |
0.010 |
0.010 |
|
�؏Ͷ�λ���ȣ�X/Y/Z�� |
mm |
0.006 |
0.006 |
|
��λ���ȣ�B�� |
" |
6 |
6 |
|
�؏Ͷ�λ���ȣ�B�� |
" |
2 |
2 |
|
����ϵ�y |
|
NEWAY FANUC [SIEMENS] |
NEWAY FANUC [SIEMENS] |
|
�Ԅ���м�� |
|
�����p������м |
�����p������м |
|
�C������ |
kg |
23000 |
23000 |










































