
�םL���� �R��L������ ͨ���͝L����")

������Q���o(w��)�a���տƼ�����˾
(li��n)ϵ�ˣ�ꐵ���С�㣩
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺cd@hope-tec.cn
(li��n)ϵ��ַ���V��·555̖(h��o)���a��Bȹ��206
�]����214000
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
��(n��i)���L���� �R��L������ ͨ���͝L��D�����L���^
�L�����L��R��L�����ߝL���^ 18168867143
��(n��i)�םL�L���� ͨ���͝L��D���� �L���^ �R��ӹ����ߝL� �L����





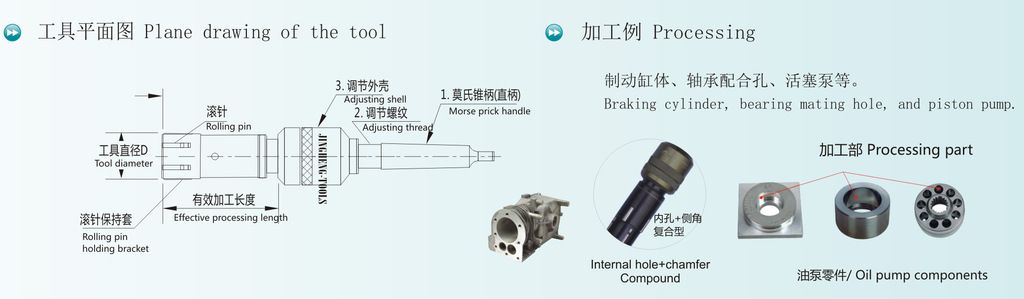
�L���ӹ���һ�N�o(w��)��м�ӹ���ͨ�^(gu��)һ����ʽ�ĝL������������ʩ��һ���������ڳ��������ý��ٵ�����׃�Σ�ʹ����������^��ƽ��ݚƽ�Ķ��_(d��)����׃��ӽY(ji��)��(g��u)���C(j��)е���ԡ��Π�ͳߴ��Ŀ�ġ�
ͨ���ͺ�Jä��������
�����ĸ��Q
Replacing consumption components of
JH-TK and JH-MK type
ʹ�÷��� Use
1.�������b�A���@��܇��㊡��M���͔�(sh��)��܇�����ӹ����ĵșC(j��)�����S�ϣ������D(zhu��n)��(d��ng)����������(d��ng)�M(j��n)�������D(zhu��n)�ӹ���Ҳ�ɹ��߹̶����������D(zhu��n)�ӹ��������c�ӹ��������غϡ�
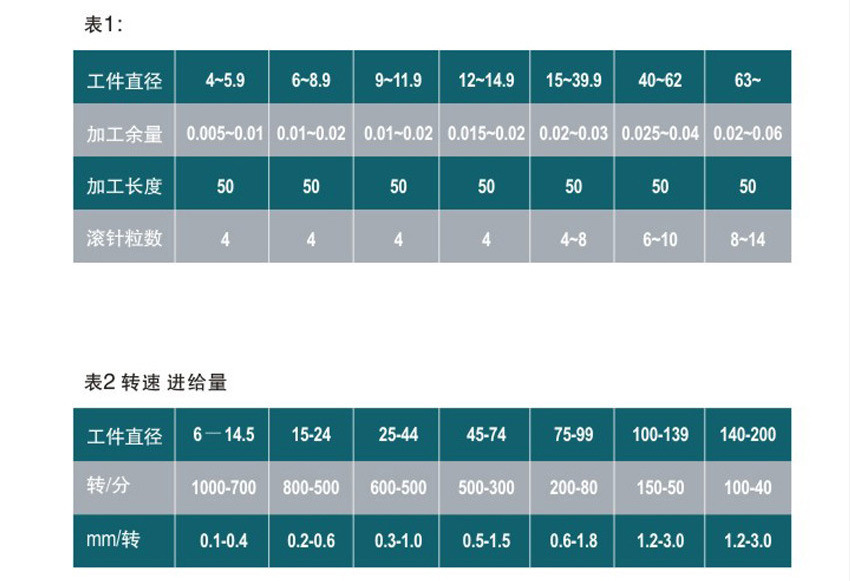
�ӹ��l��:
| ����ֱ��mm Component diameter | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
| �D(zhu��n)��r/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
| �M(j��n)�o�ٶ�mm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
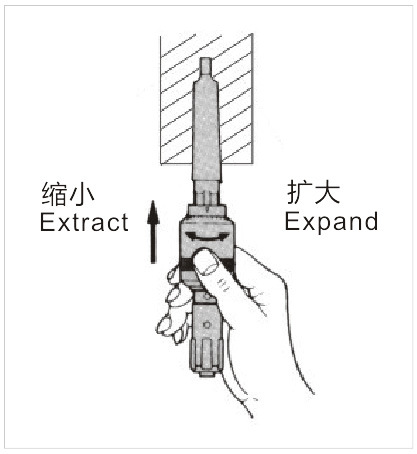
2.�����Ƅ�(d��ng)�п̶��X��ͬ�r(sh��)�������D(zhu��n)�����{(di��o)������ֱ����ÿ��̶Ȟ�0.0025mm(Ҋ(ji��n)�D�����{(di��o)������0.5mm
ע�����(xi��ng) Precautions
1.�L��ǰ�ױڲ������^��ۣ����y��(y��ng)�����ɳڣ��˗l��Ҳ�����L���⏽��ƽ�桢�F�桢���棩���ֲڶ�Ra3.2���ҡ�
2.���˫@�ÝL����������(y��ng)����(j��)����������r����Ҫ�Dz��|(zh��)��Ӳ�ȡ��L��ǰ���澫�ڶȣ������x�������ӹ�ǰ��(y��ng)ԇ�ӹ�2~3��������L����������Ҋ(ji��n)����
4.������������ıں�һ�㑪(y��ng)���^(gu��)����15%������̫������(y��ng)�ڜp�ٱں�ǰ�M(j��n)�НL��������һ��(g��)�ͼ܁�(l��i)֧����߅��
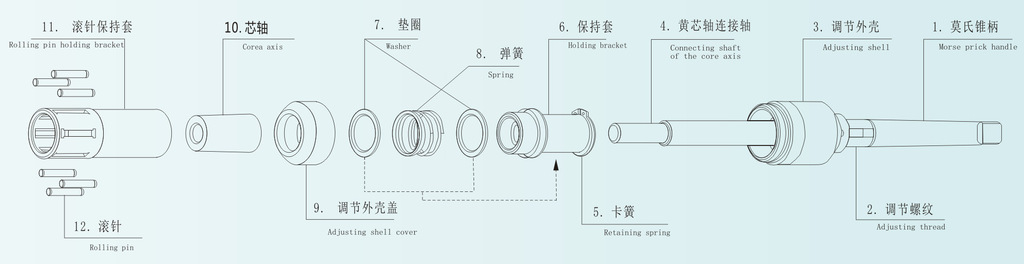
5.����(j��)�C(j��)���x��ù����b�A���Π�(ֱ����Ī���F����BT����)��
























